

Сегодня речь пойдет не про технические отверстия, а самые настоящие дырки — пропуски в слоях, растрескивание, зазоры между стенками и другие неприятности. В большинстве случаев такие дефекты лечатся калибровкой или изменением настроек 3D-печати.

Содержание:
- Частичное заполнение первого слоя
- Неравномерная толщина первого слоя
- Пропуски в стенках
- Расслоение
- Пропуски в верхних слоях
- Зазоры между стенками и заполнением
1. Частичное заполнение первого слоя
Качество укладки первого слоя играет особо важную роль, так как он служит фундаментом, а заодно одной из поверхностей выстраиваемой модели. Одна из распространенных проблем — получение первого слоя в виде сетки или решета с множеством более-менее равномерно распределенных отверстий.

Причина может крыться в неправильной настройке начальной дистанции между соплом и поверхностью столика, так называемом Z-offset. Если при укладке первого слоя сопло находится слишком высоко, вместо приплюснутых линий пластика будут укладываться более высокие и узкие линии с поперечным сечением ближе к цилиндру. Решение — понизить начальную высоту сопла так, чтобы линии сильнее расплющивались и укладывались более плотно. Будьте осторожны, чтобы не переборщить: если высота будет слишком малой, текучести расплава и мощности подающего механизма может не хватить для стабильного, равномерного выдавливания пластика в зазор между соплом и столиком.
2. Неравномерная толщина первого слоя
С такой картинкой встречались, наверное, все пользователи: от одного края к другому плотность укладки меняется, и образуются неприглядные дыры. Вызывается это неправильной юстировкой или изгибом столика: поверхность должна быть максимально плоской и строго горизонтальной, чтобы толщина слоя не гуляла от края к краю.

При наклоне столика расстояние между соплом и поверхностью «гуляет» от края к краю
Решение зависит от оборудования: в некоторых системах столик выравнивается вручную с помощью юстировочных винтов, более современные 3D-принтеры делают серию калибровочных замеров с построением карты высот и компенсируют неровности автоматически в процессе 3D-печати.
У 3D-принтеров с автоматической калибровкой и компенсацией такие проблемы обычно не возникают. Если калибровка выполняется вручную, проведите юстировку и заодно проверьте поверхность столика на деформации. Если столик сильно изогнут, может потребоваться замена. Перед началом 3D-печати также убедитесь, что рабочая поверхность чиста от остатков пластика или старого клея. При необходимости почистите и обезжирьте столик изопропиловым спиртом и, если требуется, нанесите пару тонких, ровных слоев свежего клея.
3. Пропуски в стенках
Пропуски в боковых поверхностях нередко образуются из-за недоэкструзии — недостаточно быстрой и плавной подачи расплава. Иногда это работает и в обратную сторону, когда из-за переэкструзии образуются наплывы.

Причины могут быть разными. Один возможный сценарий — слишком низкое значение потока, когда головка позиционируется слишком быстро, и экструдер не подает требуемый объем расплава. Решается повышением значения потока в настройках слайсера.
Проблема может быть также в недостаточной производительности экструдера: мощности нагревательного элемента (термоблока) может физически не хватать для плавления пластика с необходимым темпом. В таких случаях подающий механизм обычно издает характерные щелчки, вызываемые пробуксовывающими шестернями. Решается снижением скорости рабочего хода головки. Увеличивать производительность сильным повышением температуры хотэнда не рекомендуется, так как это может привести к термическому разрушению полимера, образованию нагара и пробкам. Старайтесь придерживаться рекомендуемого температурного диапазона. Заодно проверьте, не засорилось ли сопло и убедитесь, что подаваемый филамент ни за что не цепляется по пути в головку.
Еще один вариант — неправильная настройка ретракта, где после холостого перемещения головка начинает рабочий ход до того, как подающих механизм начинает выдавливать расплав. Решается снижением длины ретракта.
Наконец, пропуски могут вызываться вскипанием расплава в хотэнде. Это связано с гигроскопичностью расходных материалов: многие полимеры с охотой впитывают влагу, и даже если гигроскопичность низка, все равно возможно образование росы на поверхностях филаментов. Попадая в хотэнд, влага вскипает и заставляет хотэнд «плеваться» расплавом. Решается хранением в плотно закрытых контейнерах или пакетах с силикагелем, а также просушиванием филамента непосредственно перед 3D-печатью.
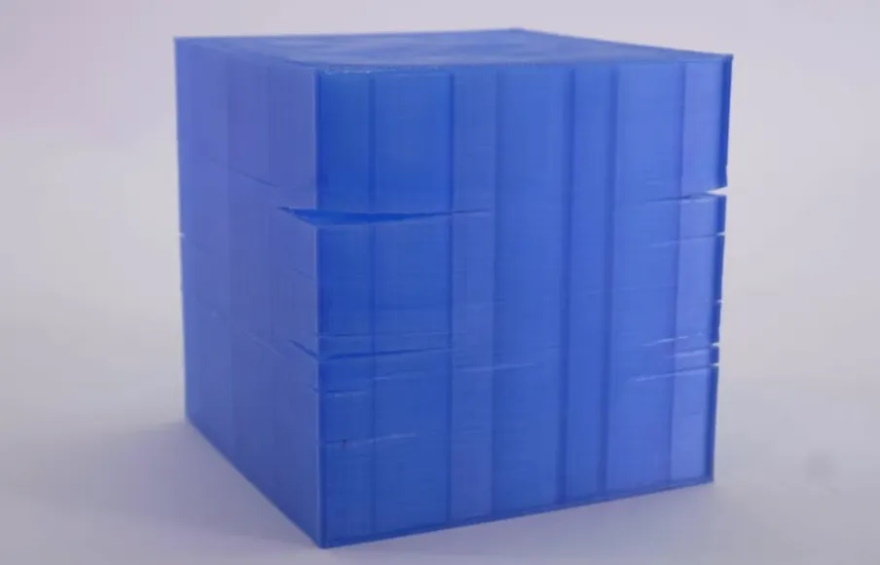
4. Расслоение
Растрескивание по слоям (деламинация) наиболее часто встречается при 3D-печати пластиками с сильной усадкой вроде акрилонитрилбутадиенстирола (REC ABS) или акрилонитрилстиролакрилата (REC Eternal). В большинстве случаев решается двумя способами — повышением когезии и стабилизацией фоновых температур.
Когезию (спекаемость слоев) можно улучшить повышением температуры экструзии и снижением оборотов вентилятора обдува укладываемого материала: более горячий и медленно остывающий расплав будет лучше схватываться. Как мы уже упоминали, сильно превышать рекомендуемые температуры экструзии все же не рекомендуется, иначе пластик может деградировать. При работе с некоторыми вязкими полимерами вроде полиэтилентерефталатгликоля (REC Relax) повышенный температурный режим может приводить к образования так называемой паутины — тонких нитей, тянущихся за соплом. От паутины можно избавиться небольшим увеличением длины ретракта, в крайнем случае она легко отделяется вручную по завершении 3D-печати, не вызывая особых проблем.
Стабилизация фоновых температур помогает задерживать усадку и тем самым снижает риск растрескивания. Достигается это с помощью термокамер — активных или хотя бы пассивных. Будьте осторожны, используя термокамеры при работе с легкоплавкими полимерами, например полилактидом (REC PLA): этот полимер размягчается всего при 55-60°С, так что термокамеры ему противопоказаны, и дверцу лучше оставлять открытой для вентиляции. С другой стороны, благодаря хорошей когезии и низкой усадке у полилактида практически никогда не возникают проблемы с расслоением.
5. Пропуски в верхних слоях
Верхние поверхности — один из самых сложных участков, так как материал укладывается поверх заполнения, зачастую с низкой плотностью, а это может приводить к провисанию еще горячих нитей пластика. К тому же, в процессе укладки образуются довольно неприглядные рисунки, а иногда и прорехи.

Чаше всего дырки возникают именно из-за провисаний: соплу не удается расплющивать нити, потому что из-за частичного внутреннего заполнения не хватает опоры. Решается это повышением значения потока: экструдер будет выдавливать больше материала, и это поможет закрыть прорехи.

Верхняя поверхность без сглаживания и со сглаживанием
Оптимальный вариант — укладывать несколько верхних слоев, обычно хватает трех. С каждым новым слоем будет формироваться более плотная, толстая и ровная поверхность. Самый верхний слой можно дополнительно «проутюжить» соплом с помощью специальной функции, активируемой в слайсере. В программах Cura, PrusaSlicer и Orca она так и называется — Ironing (утюжение, разглаживание).
6. Зазоры между стенками и заполнением
Иногда зазоры образуются между внешними периметрами, то есть боковыми стенками, и внутренним заполнением. Это на самом деле не сбой, а особенность укладки. Возникают такие щели обычно тогда, когда общая ширина линий меньше толщины выстраиваемой стенки. Например, если вам нужна стенка толщиной в два миллиметра, но при этом сопло выдавливает линии толщиной в 0,6 мм, общая толщина трех периметров будет всего 1,8 мм вместо двух, и образуются зазоры.

Решается это, соответственно, изменением толщины стенок в цифровой 3D-модели, либо изменением ширины линий за счет регулировки потока расплава: если выдавливать чуть больше материала, то и линии будут шире. В некоторых слайсерах есть функция динамической регулировки подачи расплава. Также можно задействовать функцию перехлеста заполнения и стенок. В Cura, например, она называется Infill Overlap. Значение по умолчанию — 15%, но его можно повысить примерно вдвое. С более высокими значениями нужно проявлять осторожность, так как заполнение может просочиться сквозь стенки и образовать выступы в наружных поверхностях. Полностью от зазоров эта функция может и не избавить, но по крайней мере обеспечит надежное сцепление стенок и заполнения, а сами зазоры будут спрятаны внутри модели и потому незаметны.
Остались вопросы? Свяжитесь с нами, и специалисты REC будут рады предоставить подробную консультацию.
Чтобы написать отзыв нужно авторизоватся
Вход через социальные сети