

В этот раз мы расскажем вам про результаты тестов по определению физических характеристик и динамического механического анализа наших гибких филаментов REC FLEX и REC Easy Flex проведенного в НИЦ Композиционных материалов НИТУ "МИСиС".
Испытания проводились по методикам ASTM D882 “Стандартный метод испытаний на растяжение для тонких пластмассовых покрытий” и ASTM D638 “Свойства пластмасс при растяжении”. Целью экспериментов являлось определение модуля Юнга на растяжение, предела прочности, предела текучести и относительного удлинения при разрыве.
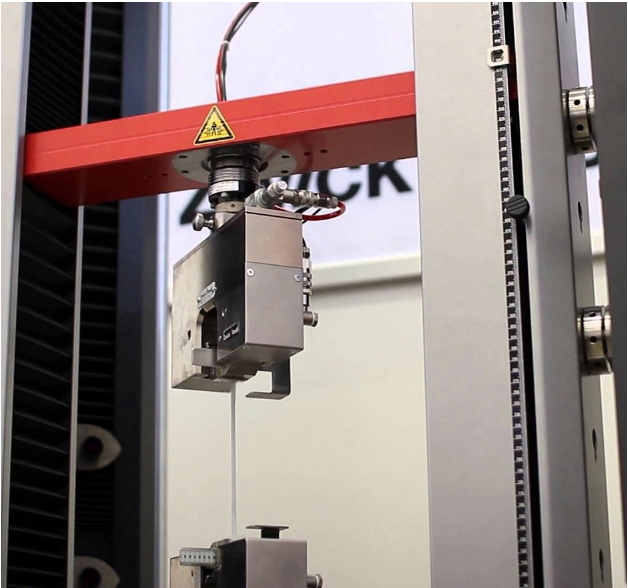
Испытывали образцы на разрывной машине Zwick/Roell Z020 с пневматическими захватами.

На испытаниях на растяжение использовали сами филаменты. Это связано с тем, что важны характеристики именно самого материала, а не какого-либо изделия.
Напечатанные лопатки на растяжение будут иметь дефекты сплавления.
Из-за особенностей печати каждого принтера возникает ситуация, что сравнивать напечатанные образцы по этой методике нельзя, так как они будут характеризовать конкретное изделие конкретного принтера, а не материал.
Расшифровка обозначений в протоколах:
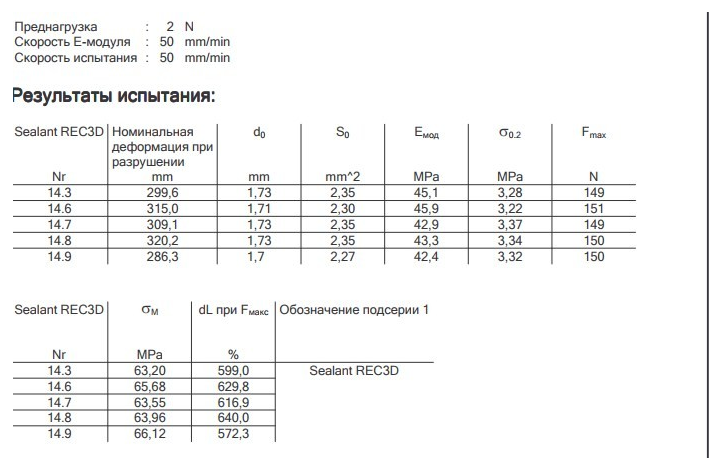
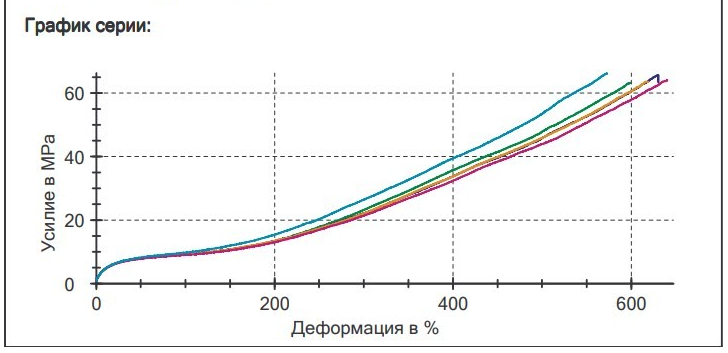
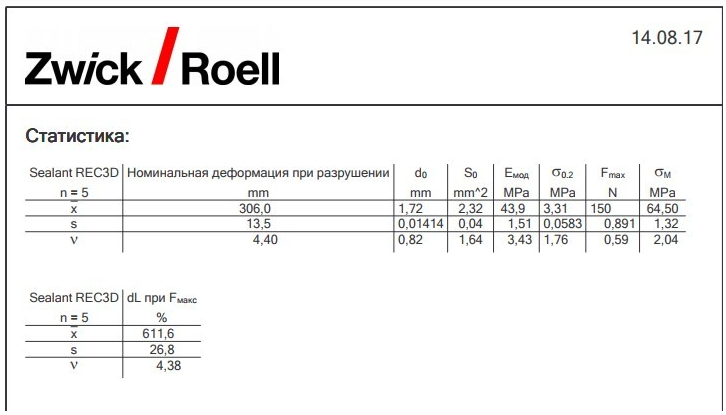
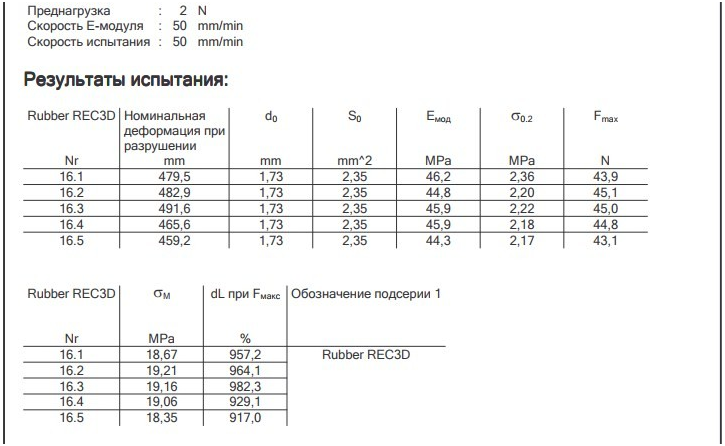
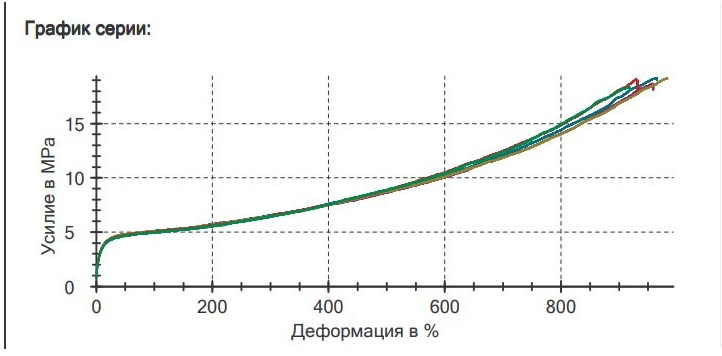
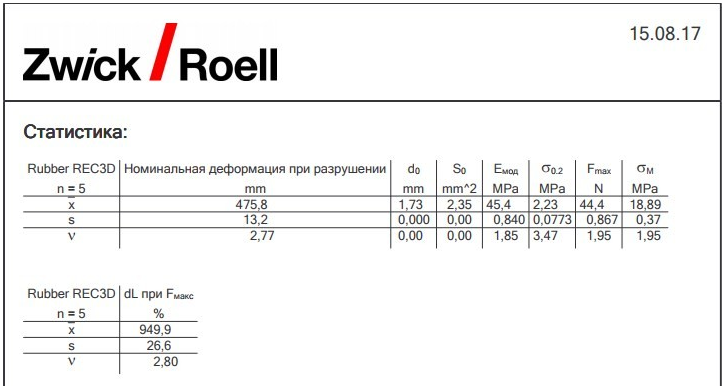
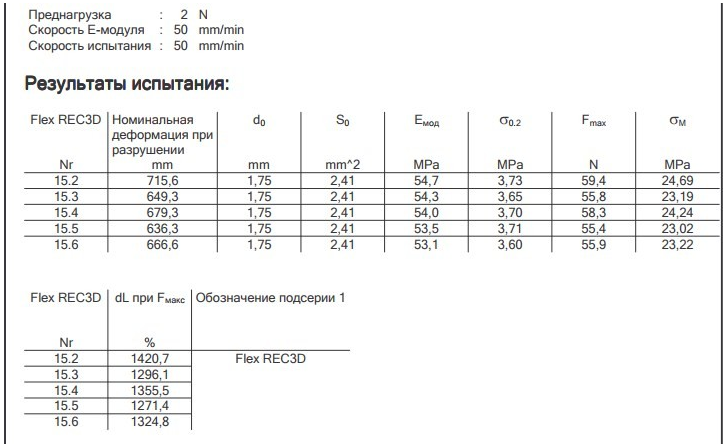
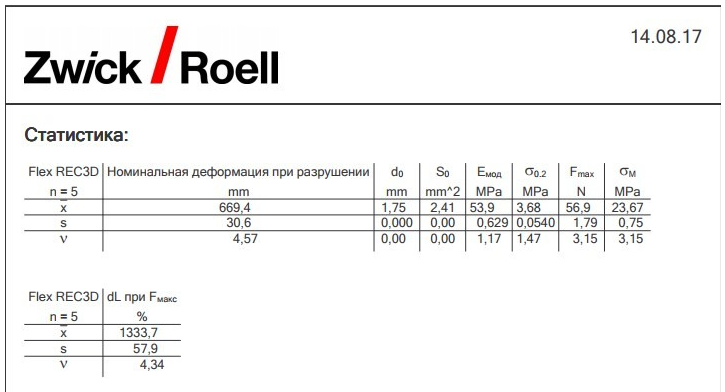
Полученные результаты:
REC RUBBER:
REC FLEX:
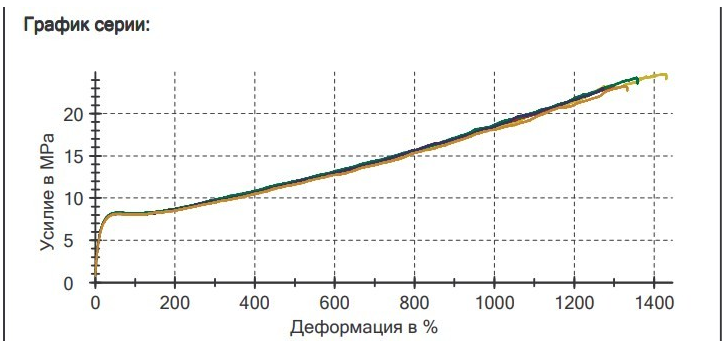
Комментарий исполнителя:
“Разброс по результатам внутри серии (для филаментов одного вида) очень малый. Значит тех.процесс соблюден отлично. Нити однородные.”
Также в НИТУ "МИСиС" для нас провели динамический механический анализ (ДМА) для Flex и Easy Flex
Динамический механический анализ (ДМА) - это методика испытаний и аналитический инструмент, измеряющий физические свойства твердых тел и полимерных расплавов, определяющий модуль упругости и амортизацию; также метод можно использовать для определения силы, напряжения, деформации, частоты и температуры.
Испытания проводили по схеме трехточечного изгиба на частоте 3Hz на анализаторе DMA Q800

Для каждого типа материала были напечатаны по 5 образцов каждого материала - параллелепипедов 4х2х60 мм на 3D принтере Picaso Designer Pro. Именно этот принтер был использован исследователями в лаборатории как эталонный при создании образцов, однако из-за его технических особенностей образцы из REC RUBBER не получаются достаточного качества, чтобы обеспечить достоверность испытаний.
В ходе эксперимента на аппарате было выявлено следующее:
1) Easy Flex: модуль упругости падает с ростом температуры от 235 (при Т=25 С) до 160 МПа (при Т=100 С). Это стандартное поведение пластиков в ходе ДМА
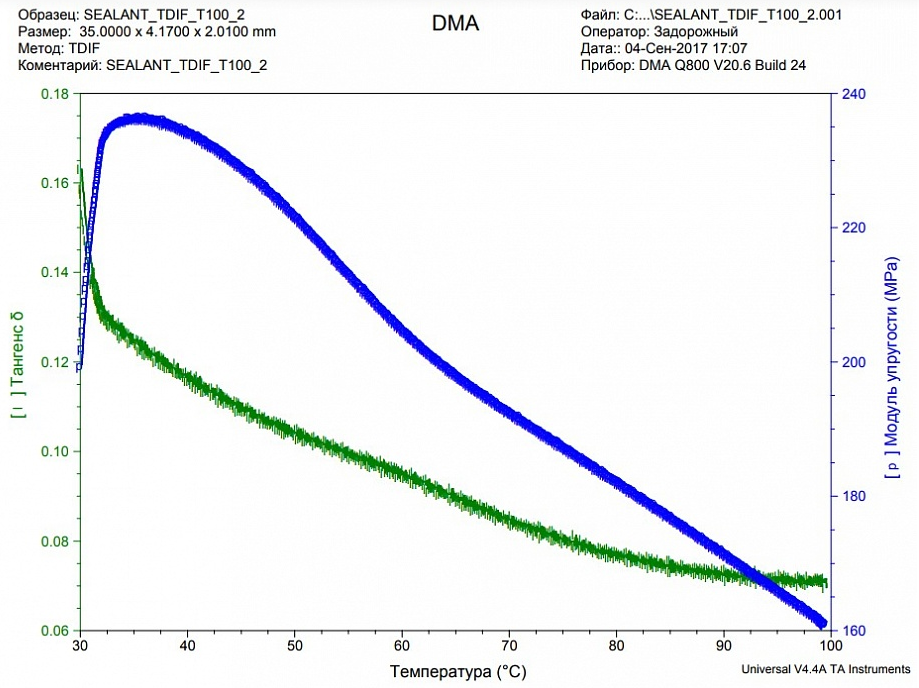
2) Flex: при комнатной температуре модуль упругости 65-80 МПа. С ростом температуры до Т=85 С модуль существенно растет до показателей 150-170 МПа. После Т=85 С модуль уже закономерно падает.
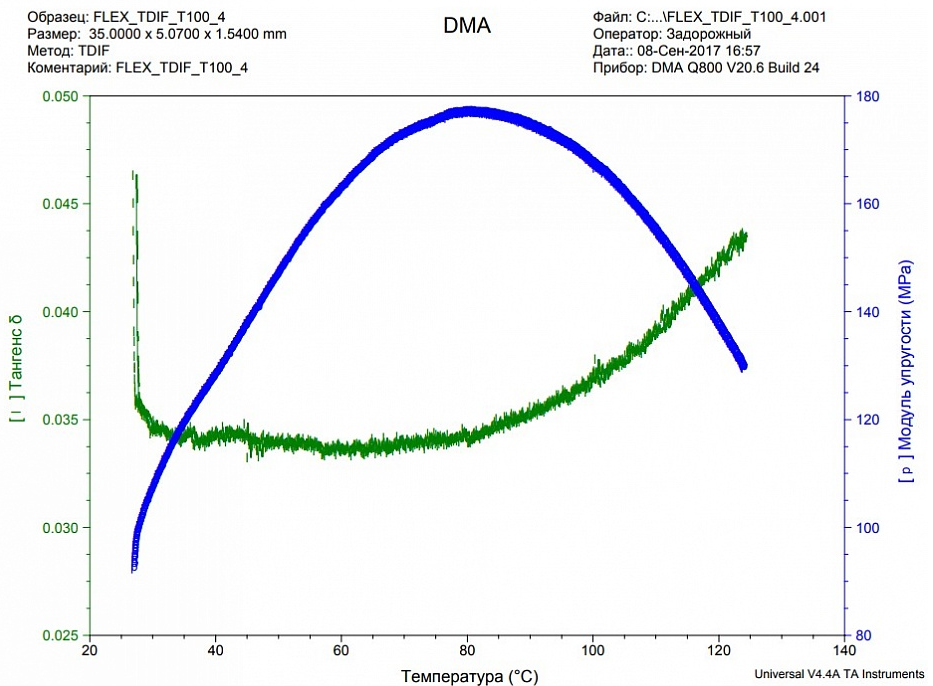
Это весьма интересное поведение для термоэластопласта.
Дополнительно, специалисты попробовали прогнать образец из REC Flex через цикл нагрев(отжиг)-охлаждение-нагрев.
Результаты получились следующими: если проводить отжиг при температуре 85 С, то модуль упругости поднимется, и при охлаждении уже падать не будет. Таким образом, детали напечатанные из REC FLEX возможно отжигать для получения большей упругости и стабильности свойств при нагреве.
Чтобы написать отзыв нужно авторизоватся
Вход через социальные сети